Your expert for electron beam welding
The pro-beam Group is a global leader in the field of electron beam technology. We offer solutions for electron beam welding and perforation, along with surface coating solutions. Additionally, we are operating in the field of additive manufacturing and enable corresponding manufacturing processes for metal components. Depending on your requirements you can choose between contract manufacturing by pro-beam or your own customer-specific machine supplied by pro-beam. Thanks to our expertise as a development partner, we understand the ins and outs of efficient production processes.
(in million €)
Modern machinery and extensive know-how. Enjoy the benefits of our job-shop expertise for the following processes:
We develop and manufacture customer-specific machines, intelligent automation solutions and interlinked assembly lines.
As a pro-beam customer, you profit from a comprehensive range of services for your systems – from maintenance and repair to various modernization options.
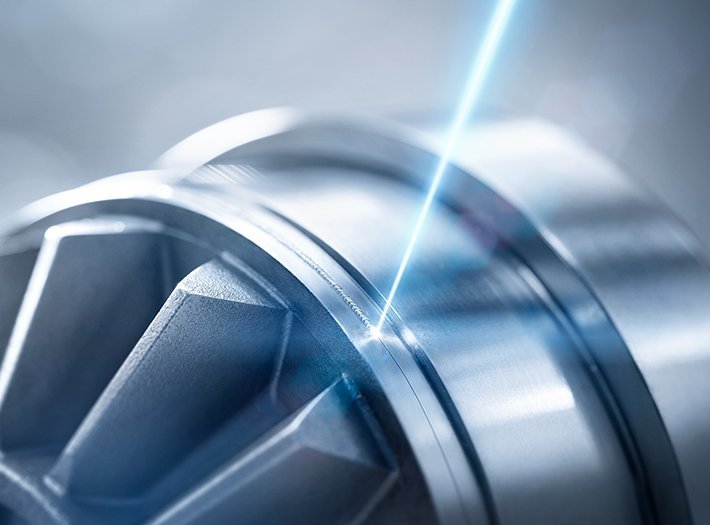
Electron beam technology
The electron beam is the tool for welding, hardening and perforating demanding metals. The process works 100% digitally and is easy to automate. Industrial processing of workpieces takes place in a vacuum inside a vacuum chamber. The results are high-quality weld seams.
pro-beam as an employer
At pro-beam, you can look forward to a modern work environment, creative freedom when it comes to organizing their work and attractive additional benefits. Our mission is to build on the individual strengths of our employees and enable their personal and professional development. To this end, we rely on flexible work models and exciting career opportunities. This is how we work together on the future: ambitious, pioneering and in partnership.