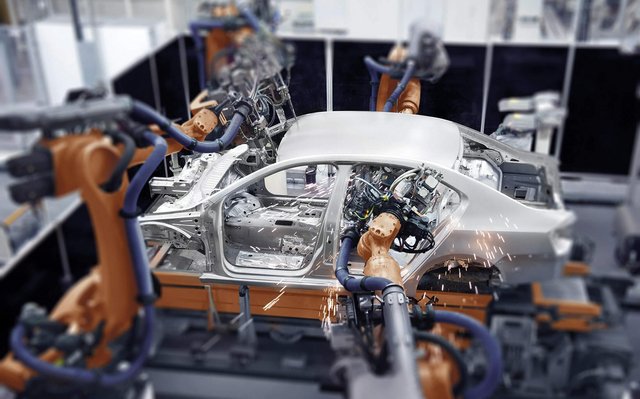
Kurze Taktzeiten, ein hoher Automatisierungsgrad und eine geringe Ausschussquote sind von zentraler Bedeutung in der Automobilindustrie. Der Elektronenstrahl bietet ideale Voraussetzungen, um leitende Metalle, wie Kupfer und Nickel oder Leichtbaumetalle wie Aluminium und Aluminiumlegierungen mit sehr schmalen Nähten zu schweißen oder Bauteile zu härten.
Auch für das präzise Zusammenschweißen sehr filigraner Kupfer-Hairpins, wie sie in Elektroantrieben zum Einsatz kommen, ist der Elektronenstrahl ein effizientes und wirtschaftliches Werkzeug. Bei der Produktion von Bauteilen für Fahrzeugbestandteile wie zum Beispiel Fahrwerk, Antriebsstrang, Getriebe und Motor profitieren Hersteller mit dem Elektronenstrahl-Verfahren von einer leichten Automatisierbarkeit, einer umfassenden Überwachung aller Prozessparameter und einer hohen Konstruktionsfreiheit.
Häufige Anwendungen
- Ladereglergehäuse, Hairpin, Kurzschlussläufer
- Klappenteller (Ventil) für Turbolader
- Schalträder
- Planetenträger
- Kolbenstangen
- Antriebswellen, auch als Hohlwelle (30% Gewichtseinsparung)
Luft- und Raumfahrt-Unternehmen verlassen sich seit vielen Jahren auf unser Know-how im Bereich des Elektronenstrahlschweißens sowie eigens von uns entwickelte Produkte. Wir sind NADCAP zertifiziert und gewährleisten die hohe, geforderte Qualität, auf die Flugpassagiere vertrauen.
Unsere Elektronenstrahltechnologie ist ideal für große Bauteile mit aerodynamischen Eigenschaften, komplexe Strukturen und anspruchsvolle Werkstoffe wie Titanlegierungen. Mit dem automatisierten Nahtsuche-Prozess steigern wir den Output beim Schweißen von Triebwerksschaufeln um das Fünffache. Auch bei Reparaturschweißungen hat sich der Elektronenstrahl durchgesetzt. Die kontinuierliche Aufzeichnung der Prozessparameter ermöglicht zu jedem Zeitpunkt eine Dokumentation und Qualitätsaufzeichnung.

Typische Anwendungen
- Triebwerkskomponenten, z.B. Turbinenschaufeln
- Armlehnen für Passagierflugzeuge
- Treibstofftanks (zum Beispiel für die Weltraumforschungsrakete Ariane und Satelliten)
Mit einer möglichen Einschweißtiefe von über 150 mm und einer schmalen Nahtgeometrie ist der Elektronenstrahl ideal für das Schweißen dickwandiger Bauteile und rostfreier Stähle, wie sie bei Behältern und Kesseln im Maschinen- und Anlagenbau zum Einsatz kommen. Mit dem E-Beam geschweißte Nähte weisen nicht nur eine hohe Belastbarkeit auf, sondern sorgen auch für Dichtigkeit. Die Fügetechnologie verhindert zuverlässig, dass der Inhalt von Kesseln durch das Herstellungsverfahren kontaminiert wird, da kein Zusatzmaterial für das Verfahren nötig ist. Zusätzlich reduziert sich die Produktionszeit, da in einem Durchgang geschweißt werden kann und im Vergleich zu konventionellen Schweißverfahren keine Nacharbeit erforderlich ist.

Typische Anwendungen
- Kessel und Behälter für Anlagenbau
- Werkzeugspannbuchsen
- Kolbenstangen
- Zentrifugentrommeln

Häufig werden in der Energietechnik Schalter aus Wolfram an eine Kupferkontaktstelle gefügt. Wolfram besticht durch hohe Temperaturfestigkeit, während Kupfer elektrisch und thermisch leitfähig ist. Das Elektronenstrahlverfahren ist hervorragend geeignet für die Schweißkombination beider Metalle. Außerdem lassen sich mit dem Elektronenstrahl nahezu porenfreie Schweißnähte erzeugen – eine wichtige Voraussetzung, wenn hohe elektrische Ströme über bewegliche Kontaktstellen fließen.

Typische Anwendungen
- Hochstrombänder
- Leistungsschalter
- Leistungsringe
Eine dichte Naht und Langzeitstabilität sind zentrale Faktoren bei der Herstellung von Kühlelementen aus Kupfer, Aluminium oder Titan, die zum Beispiel in Beschichtungsanlagen für die Halbleiter-Industrie Verwendung finden. Deshalb stellt das Elektronenstrahlschweißen in der Hightech-Industrie eine beliebte Alternative zum Löten dar. Dank der geringen Wärmeeinbringung und des minimalen Verzugs bleiben mechanische und technologische Gütewerte erhalten. So ist es Herstellern möglich, auf kostengünstigere Materialien auszuweichen.
Typische Anwendungen
- Kühlplatten
In der Medizintechnik steht Sicherheit an erster Stelle. Deshalb unterliegen Produkte und Herstellungsprozesse strengen Normen und Regularien. Mit dem Elektronenstrahl lassen sich alle in der Medizintechnik gebräuchlichen Metalle erfolgreich fügen, einschließlich das als Implantat-Werkstoff besonders beliebte Titan. Zudem bleibt die Biokompatibilität erhalten.
Dabei zeichnet sich das Elektronenstrahlschweißen durch die einfache Realisierung sehr schmaler und korrosionsbeständiger Nähte aus. Dank des geringen Wärmeeintrags bleiben die Materialeigenschaften der Implantate erhalten. Da es sich beim Elektronenstrahlschweißen um einen Fügeprozess im Vakuum handelt, lassen sich damit nahezu direkt einsetzbare Implantate ohne Schweißrückstände herstellen.

Typische Anwendungen
- Narkosetanks
- Komponenten für Prothesen
- Herzschrittmacher
- Künstliche Gelenke
Als Entwicklungspartner von Big-Science-Projekten können wir auf jahrzehntelange Erfahrung und mehrfach nachgewiesenes Know-how verweisen. Mit modernen, prozessorientierten Maschinenparks und einem Entwicklungsteam aus erfahrenen Prozessingenieuren und Projektmanagern sind wir bestens gerüstet für die Anforderungen der Branche. Die Qualitätssicherung erfolgt nach verschiedenen Standards. pro-beam arbeitet unter anderem nach dem RCC-MR (franz. Nuklearcode).

Großforschungsprojekte unter Beteiligung von pro-beam
- Xenon: Neutrino-Experiment in Gran Sasso (Italien) für das Großlabor CERN
- Dresdyn: Natriumanlage (Dresden) für Dynamo-Experimente und thermohydraulische Studien beim Helmholtz-Zentrum Dresden-Rossendorf (Deutschland)
- ITER: Fusionsreaktor für die Erzeugung von Energie, Cadarache (Frankreich)